John Parker (prepared for publication by Tim R Smith)
Introduction
John Parker (1923-11) 1 was a stalwart of the GLIAS Recording Group. He organised a visit to John Bowden Ltd in 1981, after which he wrote these notes. They are published here as a tribute to John. All photographs, except Figures 1 and 2, were taken by Tony Freeman in poor lighting conditions.
The Glass Bending Works were at the corner of Marshgate Lane and Pudding Mill Lane, between the former and the Bow Back River (TQ 381 834). The building still survived in April 2012, apparently unoccupied and to let (Figures 1 and 2).
This is an account of a visit made by three GLIAS members, on 25 February 1981, to a working site, not because it was under threat, but for its interest. The process is little known, and quite uncommon, there being then only two other glass benders in the country.
The company was first established at Highgate in 1800, moved to Bloomsbury soon afterwards, and to Stratford much later.
General Layout
The works were situated on an irregularly shaped site at 10-14 Marshgate Lane, Stratford, London E15. The building comprised a main bending shop that occupied the centre of the site, being a traditional two bay factory shed. Between it and Marshgate Lane, on the north side, was a storage area, offices and the polishing shop, while at the back, on the SE corner, was a grinding room.
The entrance was a plain door, which led down a ramp into an irregular open space about 70 feet long by 40 feet on its longest end 2. The construction was brick curtain walls with a flat concrete roof supported on stout rolled steel stanchions, and pierced by skylights. On the right (to the west) two offices and some small storage rooms had been partitioned off.
The north side was allotted to storage of flat glass awaiting processing, bent glass ready for collection or dispatch, and a remarkably miscellaneous collection of what can only be described as 'objects', of many different shapes, sizes, materials, ages and purposes. They all had one thing in common — an opening to be filled by glass, of which at least one dimension was either a simple or a complex curve. From them, John Bowden's craftsmen would make a template on which to shape glass to fit and fill the hole. Many were lighting fittings, but there were also showcases, parts of items of furniture, and shapes for architectural use, such as curved shop windows. One lamp was very like those on the Thames Embankment, which require glass bent in three dimensions, the lamp casing being a sphere. There was also a large cloth covered table for glass cutting. About 30% of work is replacements (Figure 3).
The south side was devoted to polishing. The traditional jewellers' rouge and water, manually applied on a cloth, was used for much of the work, partly because of its asymmetrical shape, but some of the regular shapes, such as blanks for convex mirrors, were processed on a simple power-driven machine.

-
Figure 1. The west side of the building in Pudding Mill Lane on 7 April 2012 (Photo Tim R Smith)
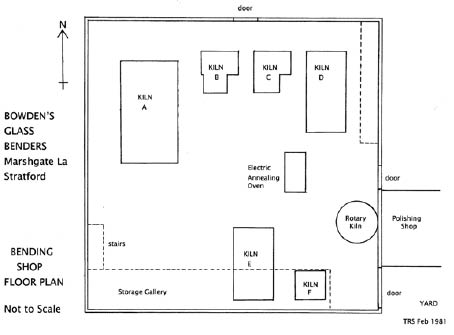
The plan (Figure 4) shows the general layout of the shop, but is not to scale. The main bending shop was about 70 feet square, with a row of columns running east and west down the centre to support the middle of the roof. This comprised two symmetrical (i.e. not saw-toothed) bays of pitched steel framing covered with sheeting, with a pitched glazed clerestory on each apex. The infill walls were of brick. Two sections of open mezzanine floor, of steel and cast iron, were bracketed to the south and east walls, respectively. They appeared to be used mainly, if not exclusively, for the storage of templates. On the floor were six oblong bending kilns, one circular tunnel kiln, all fired by gas, and an electric annealing oven. There was a network of gas mains suspended from the roof, with drop pipes to the kilns. Formerly, kiln heating was by coke.
The third main work area was the grinding shop, where edges were ground. This was an irregular quadrilateral room, rather over 90 feet per side, situated to the north of the bending shop. The machines comprised three square, shallow cast-iron troughs, each containing an iron disk 31 inches in diameter and three inches thick, with a depression, 9 inches deep and 18 inches across, in the middle. The disks were turned by an electric motor. Behind and above each was a sloping wooden trough containing carborundum powder. This was fed onto the disk by a trickle of water. A similar machine had a disk of fine sandstone, which needed no extra cutting compound. A second disk, mounted vertically, looked like (and probably was) an ordinary grindstone.
There were also three drilling machines. Each consisted of a table some four to five feet square, with a powered drilling head over the centre. The drill 'bits' consisted of brass or copper cylinders, some several inches in diameter. All had notches cut in the end. In use, the revolving notched end was pressed onto glass, and carborundum powder and water fed to the bit. Particles of powder became embedded in the soft metal, and ground away the glass. Very small holes were made with a modern tungsten carbide spear point glass bit, though cylinder cutters were seen down to less than ¼ inch diameter.
The Kilns
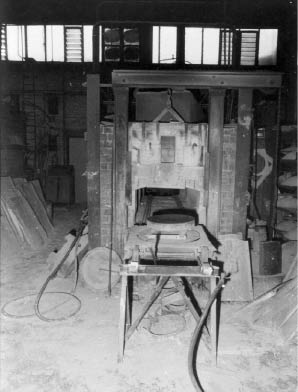
The kilns ranged in size from a large one (kiln A in Figure 4), about 10 feet wide by about 20 feet long, to a small kiln (kiln F), about 3 feet square. There was one rotary kiln, about 10 feet in diameter (Figure 5).

-
Figure 2. The south side of the building, next to Bow Back River on 7 April 2012 (Photo Tim R Smith)
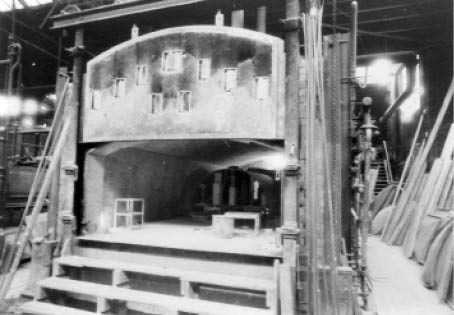
The kilns were built of firebrick, the larger ones with a Fletton outer wall, and were held together with ties positioned across them. The ties consisted of vertical rolled steel joists bolted across the top of the kiln with tie-rods of circular cross-section. (Figure 6) The larger kilns (kilns A, D and E) had heavy doors made up of a steel frame with fired clay infill. (Figures 7 and 8) Each had a number of holes, which were closed with a single brick that could be removed as required to regulate the kiln temperature or to insert tools into the kiln during firing. The doors were raised and lowered on vertical runners and were counter-weighted. Kiln F had a similar, though smaller, door covering the opening of an annealing oven.
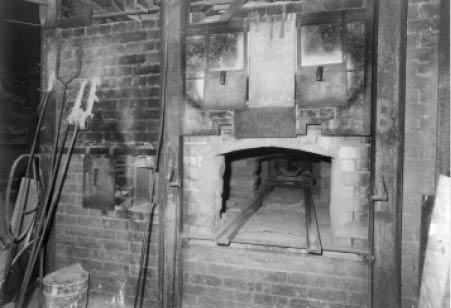
The smaller kilns (kilns B, C and F) had double doors of steel plate, which opened like the firebox doors of a locomotive — horizontally. Kilns A, B, C, D and E had doors at each end whilst kiln F had doors only at one end. (Figures 9, 10 and 11) The openings behind the doors had segmental arches of brick. The kilns too had arched roofs.
The kilns were gas-fired using internal burners. The burners were non-aerated, and gave a flickering luminous flame of relatively low temperature that presumably did at least some of the heating by direct radiation. Kiln A had thirty burners in two banks of fifteen down each side. Kilns B and C each had eight burners down one side and four down the other.
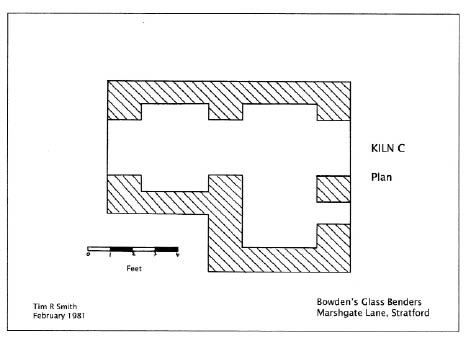
The kiln floors were all raised above true floor level. Kiln F was supported on four legs with a gap of about nine inches underneath the whole kiln. The floor of kiln A was about two feet above true floor level but the sides were built up from the floor. The kilns varied in height. Kiln A was about ten feet high overall; kiln C was six feet high; kiln F, with the annealing oven above, was around eight feet high. The door of the large kiln A was about ten feet wide by four feet high. The door of kiln C was 30 inches wide by 21 inches high (maximum).
Kilns B and C were both fitted with rails of channel section and could be used for vacuum forming of convex mirror glass shapes. Each had an annealing oven at the side, see diagram. The rotary kiln was also used for making convex shaped glass but used a die press.

-
Figure 3. Architectural glass in the bending shop, awaiting collection
-
Figure 4. Layout plan of bending shop

-
Figure 5. Rotary kiln

-
Figure 6. Side of Kiln A
-
Figure 7. Kiln A

-
Figure 8. Kiln E
-
Figure 9. Plan of Kiln C
-
Figure 10. Kiln C — annealing oven on left
-
Figure 11. Rear of Kiln C
-
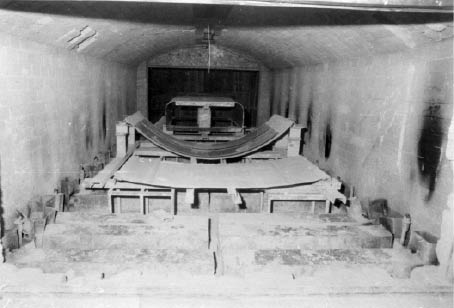
Figure 12. Inside Kiln A, showing a mould
The kilns appeared to have a good working life, kiln F being about 80 years old. The electric annealing oven was about eight feet long by four feet wide and was covered with iron sheeting — presumably over brick walls. It was made by J L S Engineering Co. Ltd, Birmingham Factory Centre, Kings Norton, Birmingham.
The Process
Glass to be bent was often supplied by the customer. Moulds might be, but either 'shapes', or the object to be glazed, were also sent. In any case, a mould was used, made of sheet steel, bent to the required shape, and reinforced, if necessary, with steel angle. The final form was obtained by lining the mould surface with dental plaster of Paris, to which whiting was sometimes added. This gave a smooth surface, filling up mould imperfections such as countersunk screw heads, to which glass would not stick. As a general rule, 'small bends' sag into the mould, while 'large bends' are made over a mould, but there were exceptions, at least for large pieces.
To make a large bend, the mould would be placed in the kiln, the plaster coating applied, and allowed to set. (Figure 12) The glass was then placed on top of the mould at its centre of balance. Pieces of angle iron were used to support its free edges. The burners were then lighted, using a lance of steel pipe connected to a length of flexible tube, and the kiln doors closed. When the glass had just started to soften, iron rods were inserted through the doors to temporarily support it, and the angle irons were knocked away. The glass was then free to take the shape of the mould. The gas was turned off, and the whole allowed to anneal and cool until the next day, firing of large pieces usually being done in the afternoon.
'Small bends' did not take long to process, and we saw roughly triangular pieces of glass being bent in order to be used on the lamp houses of Trinity House buoys.
The following tools, etc, were used:
-
1. Two moulds or formers, made of 3/16" steel plate thinly coated with plaster of Paris, which lining lasted for about nine days.
2. Two short lengths of channel-section steel, about 4" x 2", one of which lay lengthwise in the kiln floor, the other on a table beside the kiln.
3. A 'pitch fork', with a stout wooden handle, say five feet long, and two parallel prongs, about 21 inches long and eight inches apart, of bar steel about 3/4" by 3/8". This was used to pick up the loaded moulds, and to lift them into and out of the kiln.
4. A similar fork, with a shorter handle and prongs, the latter wrapped in asbestos tape. This was used to transfer bent glass, hot from the mould but cooled enough to be rigid, to the annealing oven.
5. A length of approximately 5/8" round steel bar, with the top turned at 90 deg. This was used to move hot (but rigid) bent glass from the mould onto tool 4.
6. A 'rubber', used to make sure that glass had sagged fully into the mould. It consisted of a length of 5/8" round steel rod with the end turned over 90 deg. and sharpened. Onto the bent tip was forced a small cube of wood, which stood in a container of water. When a 'small bend' was apparently complete, the wet wood was rubbed along the centre line of the glass, to ensure that it was touching the bottom of the mould. The wood did not touch the glass, the rubbing being done with a film of steam.
Kiln F was used, at working temperature, with the kiln doors open just enough for work to proceed. To the right of the operator as he faced the kiln, was a bench with a stock of ready-cut work pieces. To his left was a metal table about two-and-a-half feet square, with the steel channel on it.
The sequence of operations for one piece of glass was:
-
1. Place a flat cold blank on the mould, using a mark on the plaster lining to position it exactly.
2. Using tool 3, place the mould and glass in the annealing oven
3. Transfer mould and glass, pre-heated, to the kiln, using tool 3 again.
4. Allow glass to sag into the mould — about three minutes on this particular work piece.
5. Rub centre line of glass with rubber, tool 6.
6. Remove mould and now bent glass from oven to channel on table, tool 3. At this stage the next piece of glass is transferred from annealing oven to kiln.
7. Let glass cool until rigid — it will still be very hot!
8. Use the bent rod, tool 5, to pull glass off mould onto tool 4.
9. Transfer glass to annealing oven, where it is placed on its edge and leaning against similar bent pieces, resting against the oven wall.
The third class of work that was performed was the bending of round blanks to make watch or clock glasses and the bases for convex security mirrors. These were made on circular cast-iron moulds, which were not lined. Sagging was assisted by applying a degree of vacuum to the underside of the hot glass, via a pipe and a small (possibly 1/16") hole in the mould centre. Very small sizes were processed in the tunnel kiln, but the larger ones in kilns B and C, which had channels to act as rails for the moulds.
Transport
We were told that transport was sometimes a problem with large architectural bends (there were five or six alike in the shop at the time of our visit), and that they often had to go their destination one at a time, for they could not be 'nested'. This would add considerably to the cost of these large, heavy fragile objects, to which accidents while being fitted into place were not unknown.
Conclusion
Three GLIAS members, Tony Freeman, John Parker and Tim Smith, had a most interesting morning at Bowden's. We should like to thank the directors, and Mr J J Bowden in particular, for making the visit possible, and members of their staff for showing or telling us what they did.
Notes and references
1. See obituary in GLIAS Newsletter No 254, June 2011
2. All units are imperial. 1 foot = 0.30 m: 1 inch = 2.54 cm.
© GLIAS, 2013